
基于SLP方法的A企业仓储布局优化研究
|
岳龙泽1 ,郭晓燕2 (通信作者),范振宇2 ,杨雪键3 (1.云南财经大学,云南 昆明 650221;2.中国烟草总公司云南省公司,云南 昆明 650011; 摘要: 随着物流行业的迅速发展,仓储已然成为供应链管理方面的关键管理要素。传统的仓储布局由于缺少科学的规划,致使空间利用率较低、作业路径存在冗余情况以及运营成本较高。本研究采用系统化布局规划(Systematic Layout Planning, SLP)方法,选取A企业作为研究对象,对其仓储作业流程中的收货、存储、拣选、发货等环节所涉及的物流关系以及非物流关系展开分析。通过运用P-Q(产品-产量)方法分析了主要货物品类流量特征以及周转特点,并结合物流强度等级划分出关键作业单元,明确各功能区之间的综合接近度,提出有针对性地布局优化方案。本文为相关制造企业的仓储规划提供了一种有效的优化方法,并拓展了SLP方法在仓储作业中的应用场景。 关键词:系统布置设计(SLP);仓储布局优化;物流效率 一、引言
近些年来,随着电子商务蓬勃发展以及供应链管理变得日益精细化,物流行业步入了高速发展时期。仓储处于物流系统的核心节点,其布局方式会直接对货物周转效率、运营成本以及客户服务质量产生影响[1]。传统的仓储布局已然难以适应企业的快速发展,优化仓储布局成为提升企业竞争力的关键所在。A企业作为一家从事生产制造的企业,其业务范畴涉及货物仓储、运输配送以及供应链管理等诸多环节,所服务的客户数量超过50家。仓储业务作为A企业的核心业务之一,肩负着货物中转、存储以及分拣的关键功能,其运营效率会对企业整体供应链的运作水准以及客户服务质量产生直接影响,在企业的战略布局里占据着关键位置[2]。 二、A企业概况
(一)仓储布局现状
A企业分公司仓库位于Y省南部,整体呈现长方形的布局形态,占地面积约为20000平方米。收货区设置在仓库东侧入口的位置,面积约为2000平方米,在仓库总面积中所占比例为10%,配备了2个装卸平台,但缺少自动化验收设备,货物验收主要依赖人工。存储区面积达到了12000平方米,占据仓库面积的60%,主要采用传统平面货架存储方式,存在货物分类不够清晰、不同类型货物混合放置等问题。分拣区位于仓库西侧,面积约为3000平方米,占比15%,布局相对比较紧凑,拣选路径规划不合理、作业人员往返频繁等问题突出。发货区紧挨着仓库出口,面积约为3000平方米,占比15%,存在货物集货区域划分不明确、发货混乱的状况。 (二)物流作业路线现状
物流作业路线展现了物料在生产系统里的空间转移轨迹,主要由生产过程中物料的工艺工序安排所决定,确立了各作业单元之间的核心关联性[3]。A公司作业单元间的物流路径如图1所示。 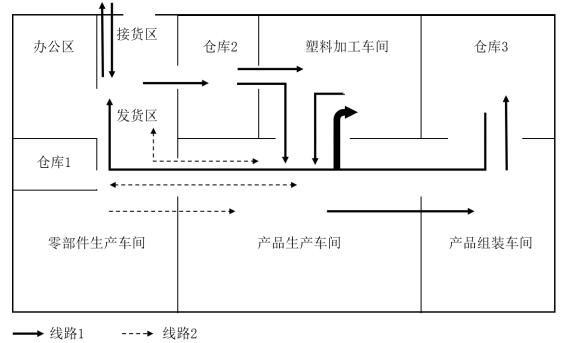 图1 A公司物流作业路线 线路1为生产塑料制品(玩具/洗脸盆)的作业路线。原材料首先由收货区进入到仓库2进行存储,并根据生产订单的需求安排塑料加工车间开展碎料、调色以及配料等预处理工序。而后将物料运输至产品生产车间进行成品制造,部分原材料可跳过塑料加工环节,直接进入最终生产流程。成品生产完成后暂时存放于生产车间的缓冲区域,随后转运到发货区完成装车作业。期间有少量产品需经过人工加工车间二次处理以及仓库3的中转最终进入发货流程。生产过程中产生的可回收废料将重新返回至塑料加工车间进行破碎处理实现循环利用,而生产耗材则直接从仓库2调配至产成品车间投入使用。图2是线路1的生产作业工序。 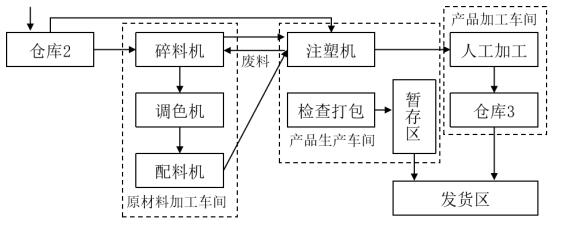 图2 线路1的作业工序图 线路2为零部件生产的作业路线。A制造企业采用混合生产模式,部分产品零部件由外部供应商供应,剩余的则由企业内部自行生产。图3展示了生产线2的具体工艺流程。在线切割工序完成后,工件的流转路径会根据设备实时状态进行动态调整,后续加工设备的选用顺序呈现出非确定性特点。 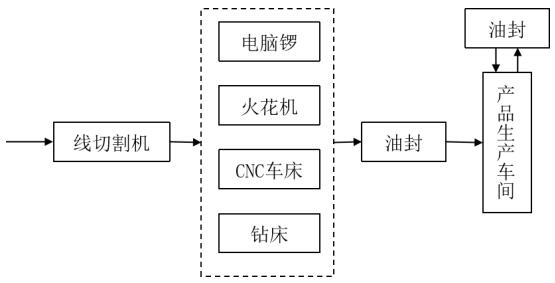 图3 线路2的生产作业工序 (三)存在的问题与不足
发货环节效率低,货物分类不明确,订单出错频率较高。每逢电商大促,订单量快速增加,致使发货区出现拥堵状况,严重影响产品的发货效率,导致客诉率提升。 仓储空间利用率低,库存管理难度大。高频周转的商品放置在距离分拣区较远位置,导致搬运距离增加。初始布局规划中未能考虑到季节性货品的存储需求变化,加剧了空间浪费。 分拣作业路径冗余,无法满足高峰期业务需求。在“人到货”分拣模式之下,货位没有根据热销度进行动态调整,致使分拣员需要频繁地往返于效率较低的路径。 收获区验收效率低,过度依赖人工。供应商进行批量送货时,实际到货时间较为集中,收货区因容量较小导致排队出现拥堵现象,最终使商品入库时间被延误。 三、基于SLP的A企业仓储布局方案设计与布局优化
(一)物流相关数据分析
1.货物特性分析 A企业所经营的塑料制品种类丰富,主要涉及塑料玩具以及塑料盆,其包装尺寸最小为10cm×10cm×10cm,而最大则可达到100cm×80cm×60cm,重量为1kg-20kg。部分物品需放置在阴凉干燥处,温度控制在15 - 25℃,而塑料用品对于存储环境的要求较低,但需要做好防潮以及防压措施。货物的周转率差异较大,其中塑料玩具等高频商品平均每个月周转 4 -5 次,而塑料盆用品等低频商品平均每月周转 1-2 次。 2.物流量分析 本文按照SLP方法的基本原理将作业单元之间的物流量当作衡量物流强度的关键指标,以此来表示物流关系的紧密程度[4]。本文统一使用标准物流量单位“个”,并绘制了该公司连续十日的物流从至表,如表1所示。 表1 物流从至表 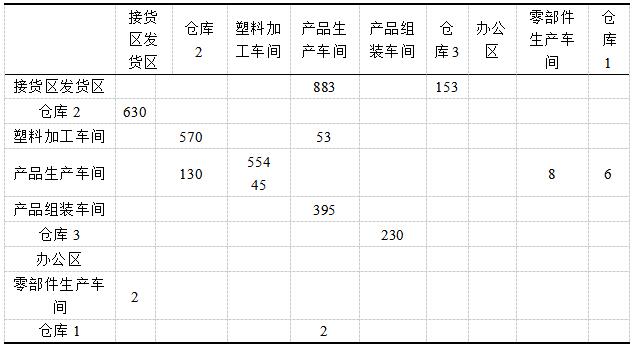 本文将SLP方法将物流强度划分成五个等级:A级、E级、I级、O级以及U级。其中,A级对应超高物流强度,E级表示特高物流强度,I级表示较大物流强度,O级表示一般物流强度,U级表示可忽略搬运强度,各强度等级在总体物流量里的占比分布情况如表2所示。 表2 各物流强度等级比例及承担的物流量的比例表 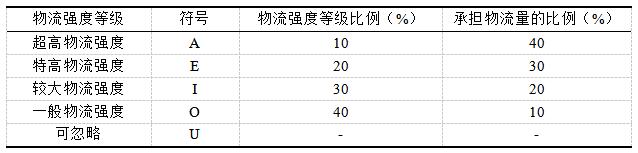 根据作业单元物流强度数据得到各作业单元物流强度等级评定结果,如表3所示。 表3 各作业单元物流强度评级表  根据各作业单元物流强度评级数据,构建出了A公司生产物流系统的作业单元相互关系示意图。如图4所示 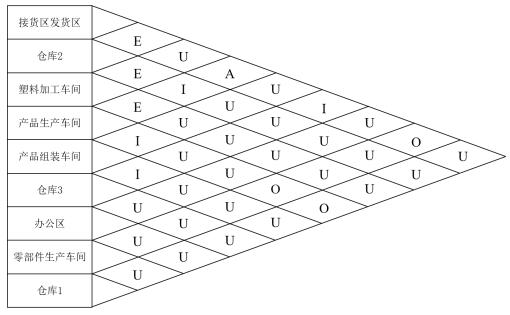 图4 作业单元物流相关图 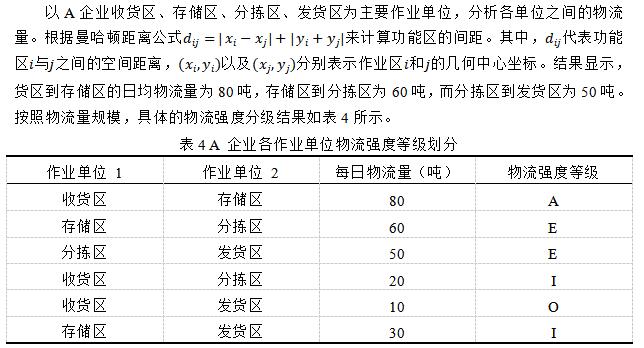 3.非物流关系分析 生产物流系统的运作机制不仅依靠作业单元间的物流关联,还涉及复杂的非物流交互关系[6]。根据A企业的物流生产系统运行状况,本文将作业单元间的非物流交互划分成3类评价维度:1-应变人员;2-现场工人沟通方便;3-噪音。并依据作业单位之间的关联程度将影响因素划分成六个等级,具体分级标准如表5所示。 表5 作业单元相互关系等级划分比例 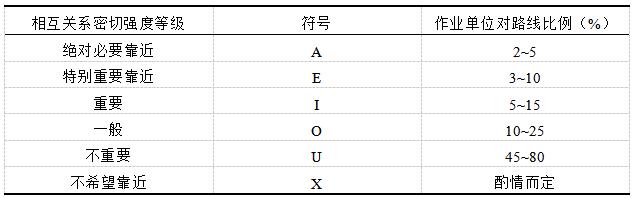 结合统计分析结果,本文绘制出了能够反映生产车间非物流关系的相关图,如图5所示。 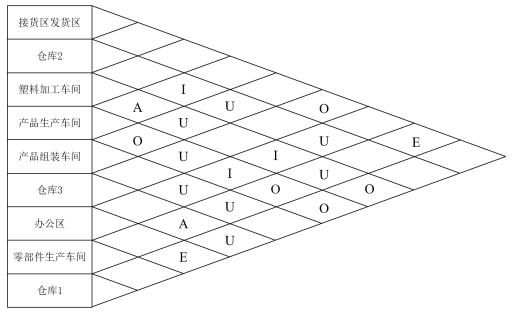 图5 作业单元非物流关系相关图 (二)作业单位综合关系分析
本文使用五级评分制进行标准化处理,而后利用加权计算公式计算出各作业单元间的综合评分值。本文将物流与非物流关系的比值参数m:n确定为3:1,充分呈现物流要素在该系统中的主导地位。物流与非物流关系的等级量化标准如表6所示。计算作业单元间综合关系程度时,借助公式TRij=m·MRij+n·NRij来对量化值加权求和。其中,i和j代表作业单元对,TR表示单元间的综合关系强度,MR和NR分别是物流与非物流关系的强度指标,m与n用来体现两类关系在综合评价里的权重分配。 TRij=mxMRij+nxNRij 表6 各等级的量化值  本文将作业单元间的综合关联强度划分成六个逐渐递进的等级,各个等级在作业单元对中的分布比例存在明显差异,具体信息如表7所示。 表7 作业单元对数占比参考表  最终的各个作业单元综合关系程度数据与等级分层体系如表8所示。 表8 作业单元综合关系程度等级分层表 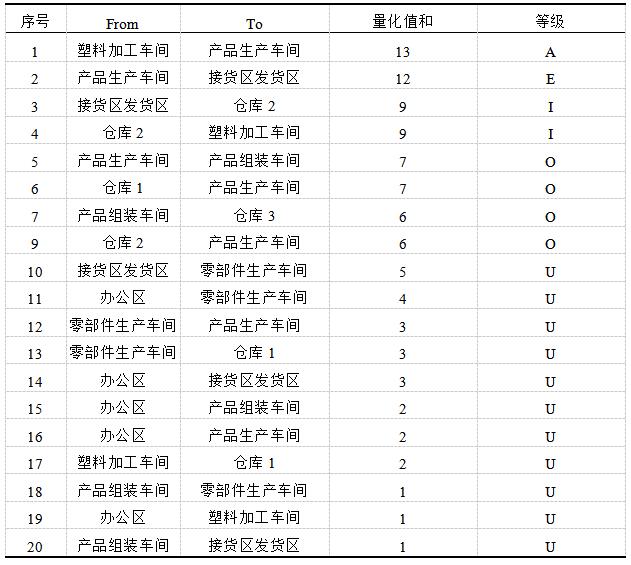 根据表8中所展示的数据,本文制绘制出A公司生产系统各个作业单元之间的关联关系示意图,如图6所示。 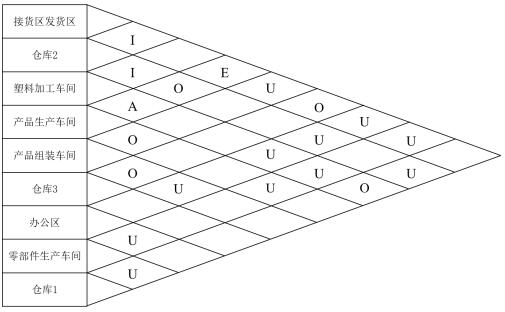 图6 作业单元相互关系图 本文在对作业单元进行空间布局优化时,遵循关联度和空间距离成反比的原则,将作业单元相互关系图转变成了可量化空间邻近度的综合接近程度评价表。通过计算各个作业单元的综合接近程度,得到了各作业单元的最终排序,具体结果表9所示。 表9 综合接近程度表 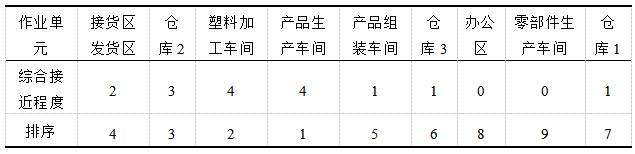 (三)布局方案设计
依据排序成果,本文运用线型图法对A公司现有的生产布局展开分析。作业单元间的关联程度使用了不同数量的连接线来表示:A级关联用4条实线连接,E级关联用3条实线连接,I级关联用 2条实线连接,O级关联用1条实线连接,U级关联则用虚线连接。其中,综合接近程度排序靠前的单元构成了生产物流系统的核心部分,建立的布局示意图如图7所示。 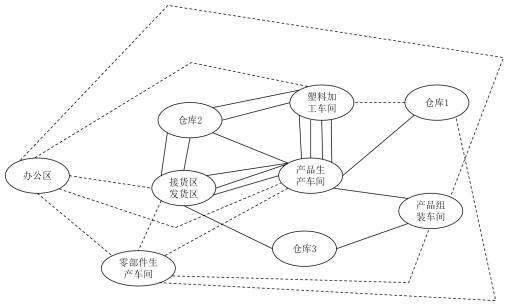 图7 线型布局图 根据线型图绘制结果,本文按照作业单元之间综合关系的强度来对布局做优化调整。关系紧密的单元在空间距离上进行缩短,而关联性较弱的单元则加大间距。对于综合接近程度标记为U的作业单元,布局灵活性较大,最终优化方案如图8所示。 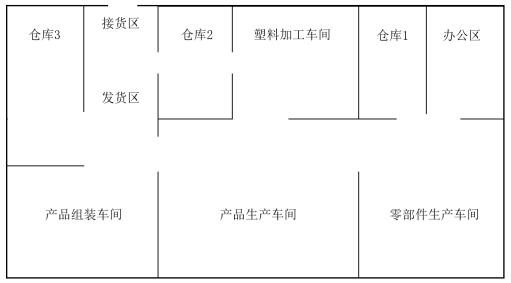 图8 布局方案制定 对比A公司原有的布局方案,本文针对仓库3、产品组装车间、办公区、仓库1以及零部件生产车间的位置进行了调整。此外,虽然仓库1、办公区以及零部件生产物流作为生产物流系统的辅助单元,在整体物流关系里的权重较低,但在产品加工车间出现产品流中断时,此类辅助单元的非物流关系以及物流关系的关键性将会得到提升。 四、结论
本文基于SLP方法对A企业仓储布局进行系统优化,深入分析了作业单元间的物流与非物流关系,结合作业单元间的综合接近度与空间条件,提出了具有针对性的优化方案,有效缓解了集中到货时的拥堵问题。通过划分产品物流强度明确了存储优先级,并综合考虑了仓储布局中的非物流因素,实现了仓储空间的利用率的提升。此外,优化后的布局减少了跨区域人员的作业流动频率,降低了人工搬运成本和作业时间,提高了布局合理性。本文为制造企业仓储布局中品类多、周转频次高的作业场景优化提供了一种可行的优化方法。 参考文献: [1]唐丽琼,覃曾子巍.基于SLP法的W公司仓库仓储布局优化研究[J].商展经济,2024(21):115-118. [2]王思沁.供应链环境下仓储布局优化的策略与实践[J].中国物流与采购,2025(6): 124-125. [3]姜金德,崔晓东,王荣等. 基于SLP和VSM分析的F公司车间效率优化研究 [J]. 机械设计与制造,2025(3):173-177. [4]程元栋,吴卫.基于SLP法和改进遗传算法的生鲜电商仓储布局优化[J].黑龙江工业学院学报(综合版),2024,24(6):66-73. [5]焦佩兰,尚猛,曹峻玮.基于改进型SLP的超市设施布局规划研究[J].中国集体经济,2021(22):74-76.
基金项目:中国烟草总公司云南省公司2025年科技重大项目“数据治理驱动的有效降低烟草商业物流成本研究与实践”(2025530000241028)。 |



 “知识+精选”直
“知识+精选”直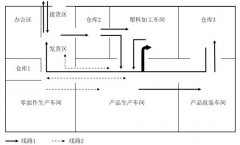 基于SLP方法的A企
基于SLP方法的A企 人工智能驱动的宁
人工智能驱动的宁 数字经济背景下洱
数字经济背景下洱 农村金融创新服务
农村金融创新服务 数字经济时代景德
数字经济时代景德 忙碌感对地位消费
忙碌感对地位消费

{kind=link}